
What are ultrasonics?
From the tweeting of birds to glass-shattering screams – sound is more than just what we can hear with our ears. It's created by the mechanical vibration of bodies. This doesn't just happen in the air, but in every elastic medium, i.e. gases, liquids, and solids.
Ultrasonics are an example of the fact that humans cannot hear every type of sound. High-frequency sound waves are used in industry and medicine, and these cannot be heard.
Sound waves are categorized by their frequency (number of waves per second). For example, ultrasonics range from 20 kHz to 1 GHz. Ultrasonic welding uses frequencies from 20 kHz to 70 kHz. The lowest range of this can still just be heard by human ears. This is because audible sound (for humans at least) has a range of only from 16 Hz to 20 kHz. At most, oscillations going above this are perceived as vibrations.
How does ultrasonic welding work?
When the ultrasonic vibrations hit a material (e.g. a plastic), the molecular chains start to oscillate. The molecules start to move and rub against each other. This generates energy (referred to as friction heat). In the case of thermoplastic materials, this process causes them to start to melt. Ultrasonic welding takes advantage of this principle. After a short hold time under additional pressure, various materials (components) can be welded together at a molecular level in the joining area.
Advantages
Ultrasonic welding offers a number of advantages over conventional joining methods such as adhesive bonding or inert gas welding:
- Ultra fast: The materials are melted and joined in split seconds.
- Consistently high quality: Precise control technology ensures reproducible, precise and appealing results.
- Flexible: Can be adapted to suit the most varied of materials, shapes and processes.
- Environmentally friendly: Ultrasonic welding is clean, energy-efficient and doesn't produce any waste products.
- Cost efficient: Short process cycles, low energy consumption, no additional tools or aids such as screws, adhesives etc.
The ultrasonic welding system
The complete ultrasonic welding system consists of various components. The active components generate the vibrations, transfer them, and apply them into the weld joints. The passive components absorb the resulting forces, hold the parts in position, and particularly support the weld joint point at which the components are joined together.

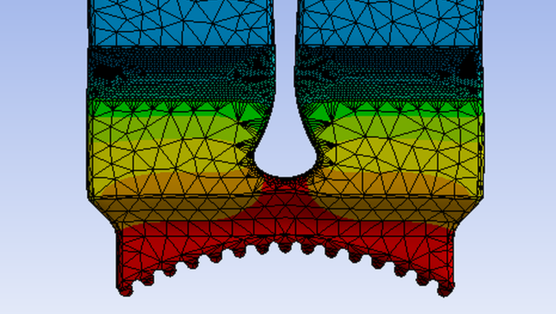
The principle of energy focusing
In order to melt the component with precision, the vibration energy must be made to converge on one point. This is called energy focusing. This specific point is where the heat development is strongest and melting occurs – for a defined weld process with low energy consumption.
Types of energy focusing
Everything is a question of shape: To make the vibration energy converge at the correct point, the geometry of the parts to be welded or the tools must be designed accordingly. For component-integrated focusing, energy directors (ED for short) focus the energy at the materials themselves. For focusing tool geometry, the tools are shaped for the specific application.
Joint design

In joint design, component geometry focuses the energy. A tip or edge at the joint acts as an energy director (ED), concentrating heat for welding.
Sonotrode design

Energy can also be focused by the weld tool. The sonotrode’s contour concentrates heat at its tip, aiding melting. This method is used, for example, in ultrasonic staking.
Anvil profiles

The tool’s shape is decisive. Raised structures on the anvil create contact points that focus energy and cause melting. This method is mainly used for films, nonwovens, and cardboard packaging.
The most important process parameters for ultrasonic welding
Tight, sturdy and visually appealing – to create the perfect weld joint, the weld tool, material, and weld process must be coordinated with each other. The settings are key: The right process parameters ensure optimal and reproducible results.
Faster than the human eye can perceive, the weld tool vibrates with an amplitude between 5 and 50 μm. To reach the required power, the mechanical vibration generated in the converter is changed by the amplitude transformer.
The trigger point defines the start of the weld: The sonotrode presses down on the component with the trigger force. If this only yields to a minimal extent over a specific period of time, the ultrasonics are triggered and the trigger force switches to weld force. This ensures that the start point of the welding always remains the same, and the quality of the results remains consistently high.
To ensure even and dense weld joints, the ultrasonic vibrations must be applied with sufficient force to the component. The required weld force depends on factors such as power, joining surface, and part size. Once the defined trigger point is reached, ultrasonics are activated and the actual welding process occurs within fractions of a second. The weld time ends as soon as the predefined switch-off criterion is met.
Once the weld time has ended, the components are briefly kept under pressure. This allows them to cool down and firm up evenly. As the weld tool does not heat up throughout the entire process, it also supports the cooling process.
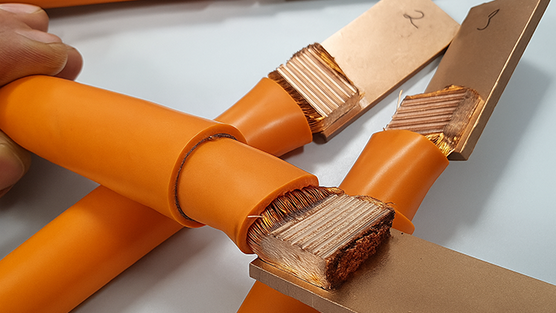
Which materials can be welded using ultrasonics?
Generally speaking, most thermoplastic materials (plastics which can be shaped when heat is applied) can be welded with ultrasonics. The harder the material, the better. As well as plastics, different nonferrous metals such as aluminum, nickel, brass, and copper are also suitable for ultrasonic welding.



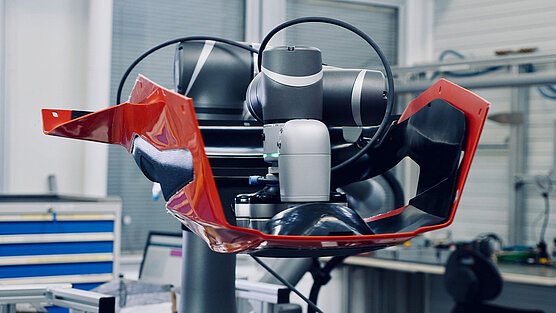
Success stories from our customers
Together with our customers, we solve over 1,500 applications worldwide every year. Read our customer stories to find out how our ultrasonics solutions help them produce more safely, efficiently and sustainably.



Downloads
Partner with Us
Contact our team to discover how our premium solutions can elevate the quality and effectiveness of your large-scale manufacturing. We look forward to hearing from you!